Teknisen kaupan edelläkävijä, teknistä kauppaa jo 35 vuoden kokemuksella!
Ilmainen toimitus yli 100€ ostoksille!


Teknisen kaupan edelläkävijä, teknistä kauppaa jo 35 vuoden kokemuksella!
Ilmainen toimitus yli 100€ ostoksille!
Sorvauksen ongelmatilanteet
| Syy | Ratkaisu | |
Lastunhallinta  | Syöttö valitulle geometrialle liian pieni. |
|
|
| |
|
| |
|
| |
| Lastunhallinta Erittäin lyhyet lastut, jotka usein tarttuvat toisiinsa johtuen liian rajusta lastunmurrosta. Raju lastunmurto lyhentää usein terän kestoikää tai voi aiheuttaa jopa terärikkoja lastujen kuormittaessa teräsärmää. | Syöttö valitulle geometrialle liian iso. |
|
|
| |
|
| |
Pinnankarheus  | Lastut murtuvat työkappaletta vasten ja jättävät jälkiä valmiiseen pintaan. |
|
|
| |
|
| |
Jäysteenmuodostus  |
| Käytä teräväsärmäisiä teriä, PVD-pinnoitettuja teriä tai hiottuja teriä pienillä syötöillä, < 0.1 mm/r (0.004 in/r) |
|
| |
|
| |
Värinä  | Väärä asetuskulma. | Valitse isompi asetuskulma (pienempi asetuslisäkulma). KAPR = 90° (PSIR = 0°) |
|
| |
|
| |
|
| |
Värinä 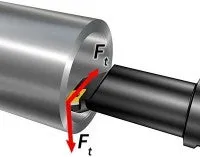
 |
|
|
|
| |
|
| |
|
| |
|
|




